主办单位:辽宁北方期刊出版集团有限公司
出版周期:旬刊
编辑出版:万象杂志社
国内刊号:CN:21-1385/G0
国际刊号:ISSN:1008-3766
邮发代号:8-114
开本:16开
语种:中文
投稿邮箱: bianji7@126.com
地址 : 上海浦东新区康桥路957弄D做2020室《万象》杂志社
投稿邮箱 : bianji7@126.com
稀油密封圆形高炉煤气柜运行溅油问题研究
陈凡

摘 要:稀油密封圆形高炉煤气柜是目前国内技术最先进的煤气柜,施工复杂,安装精度要求高。在目前国内已投产运行的圆形煤气柜中,绝大多数圆形煤气柜在运行一段时间后都存在不同程度的溅油问题,溅油一方面造成密封油的损失,大大增加了气柜的运行成本,另一方面密封油覆盖在活塞板、活塞上部走台上给检修人员造成很大的安全隐患。本文针对圆形煤气柜溅油问题进行分析研究,并给出了解决措施。
关键词:稀油密封圆形高炉煤气柜;气柜运行;溅油
中图分类号:TQ547.9 文献标识码:A 文章编号:1671-2064(2020)01-0187-02
0 引言
稀油密封圆形高炉煤气柜(以下简称“圆形煤气柜”)是目前国内技术最先进的煤气柜,施工复杂,安装精度要求高。在目前国内已投产运行的圆形煤气柜中,绝大多数圆形煤气柜在运行一段时间后都存在不同程度的溅油问题,具体表现在活塞板上表面、活塞上部走台到处飞溅着密封油,溅油一方面造成密封油的损失,大大增加了气柜的运行成本,另一方面密封油覆盖在活塞板、活塞上部走台上给检修人员造成很大的安全隐患。因此,溅油一直是圆形煤气柜设计、施工、生产检修等人员关注的主要问题,是圆形煤气柜运行过程中需要解决的主要问题。
1 圆形煤气柜密封系统工作原理及溅油原因分析
1.1 圆形煤气柜密封系统工作原理
圆形煤气柜钢制活塞的环形周边油沟内布置有密封装置,密封件采用补强丁腈橡胶,通过杠杆配重机构加背压力使其与圆筒形柜体紧密贴合,以减少密封油的泄漏量,油沟内充装有一定高度的密封油,起到液柱密封的作用,能可靠地防止煤气外逸[1]。
密封油在活塞密封油槽中通过柜体侧板与密封橡胶之间的微小间隙沿侧板内壁缓缓流下,落入煤气柜的底部油沟中。底部油沟的密封油通過与油泵站相连接的管道进入油泵站,在油泵站里经过油水分离后,将油水分离后的密封油用油泵经油上升管打入煤气柜上部组合油箱中,每个组合式油箱由2个部分组成,其一为溢流油箱,油泵来油直接进入这部分经侧板开口溢流进入气柜侧板内壁,然后沿内壁流入活塞密封油槽中。另一部分为预备油箱,容积~2m3,经常储满备用油,因停电或其他故障而致使油泵不能供油时,人工开启预备油箱与溢流箱连通管的阀门,上述构成密封油的循环供给系统。
1.2 溅油原因分析
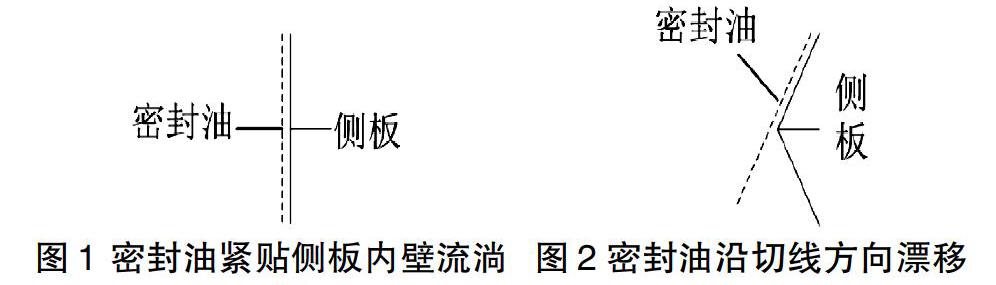
在圆形煤气柜正常运行过程中,密封油经侧板上部的溢流油箱开口处进入气柜侧板内壁,然后沿侧板内壁流入活塞密封油槽中,密封油的理想流动状态应该是密封油紧贴着侧板内壁缓慢流入密封油槽中(见图1)。根据上述论述可得知圆形煤气柜发生溅油问题的主要原因有以下几点:
(1)整个气柜侧板施工垂直度偏差过大,造成气柜侧板内部从上到下形成弧线,从而密封油从侧板上部流向活塞密封油槽时在侧板弧线位置处不是沿着侧板内壁流下而是沿着切线方向漂移,造成密封油不能流入活塞密封油槽内而是飘向活塞上部走台、活塞板等部位(见图2)。
(2)侧板上部油箱溢流口处密封油供油量过大,造成密封油在侧板上部油箱溢流口处就开始飞溅,使得密封油不能贴着气柜内壁缓慢流淌。
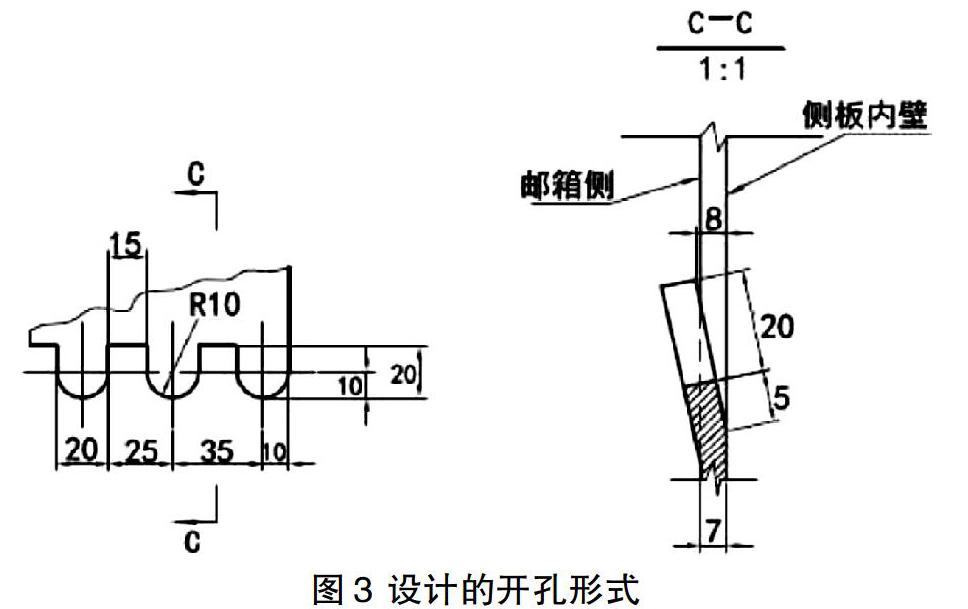
(3)上部邮箱溢流口开孔不合理,上部油箱溢流口设计开孔形式如图3,顶部为平的,根部为圆弧形,且顶部向油箱有一定的倾斜。设计要求出油口的水平度偏差≤0.05mm,弧形表面光滑无毛刺。实际施工时,溢流口开孔顶部、根部均为平的,且顶部没有向油箱侧倾斜或者倾斜角度不够,出油口加工也不够精细,使得密封油从上部油箱溢流口进入煤气柜内壁,不是呈静流状态,而是形成油滴飞溅,溅入气柜内壁,致使密封油一部分流入活塞油槽内,一部分飞散到活塞油槽外部即活塞走台及活塞板上,造成密封油的大量损失。
2 改进措施
根据近些年来国内大部分圆形煤气柜运行的实践经验,由上述原因引起的密封油溅油问题经常发生,问题比较严重的气柜还出现活塞板上部积油现象。结合本文上述分析的情况,为了改善或减轻圆形煤气柜溅油问题带来的不利影响,现总结以下改进措施:
(1)改进立柱和侧板的制作、安装工艺,提高立柱和侧板的制作、安装精度,具体有以下实施要点:
1)普通立柱H型钢内侧面翼缘两边缘、防回转立柱内侧面及翼缘两边缘的加工应采用组合铣床,以立柱中心线为基准进行定位(固定时不得用外力强行调直,以免加工后应力释放造成变形)。一次加工成型,加工后逐根进行检测,合格后,送下道工序制孔。立柱制作允许偏差见表1。
2)普通立柱H型钢内侧面两端、防回转立柱内侧面的加工应采用组合铣床一次加工成型,保证其平直度和表面粗糙度100%满足设计要求。
3)侧板与T形肋的装配应采用特制弧形胎具,胎具的弧度为侧板安装的实际弧度。进行侧板与T形肋的装配时应以安装孔做为定位的基准,夹紧后装配,并在专用的焊接胎架上进行焊接,焊接后逐一检查,达到质量标准后,再放在弧形的胎架上存放(运输),供安装使用。
4)侧板安装前,首先要进行侧板的现场滚弧处理,滚床的滚制弧度控制在设计的柜侧板弧度,然后再进行侧板T形肋与弧形板的拼装,拼装与焊接在专用胎具上进行,只焊接板与T形肋外部连接焊缝,焊接后,按侧板制作检项对装配后的侧板进行检查。
5)圆形煤气柜浮升施工后,侧板的安装方法同浮升前(用柜顶起重机安装),但每安装一带侧板,安装方向要更换一次。每浮升一次,安装一带侧板。
(2)减小侧板上部油箱溢流口处密封油供给量。
1)传统的圆形煤气柜工艺设计是每个油泵站对应一个侧板上部溢流油箱,密封油在油泵站经过油水分离后,将油水分离后的密封油用油泵经上升管打入煤气柜上部溢流油箱中。以30万m3稀油密封圆形高炉煤气柜为例,一般设计共分为6个油泵站、6个侧板上部溢流油箱,每个油泵站对应一个侧板上部溢流油箱。而改进措施是每个油泵站在上升管合适位置采取分支系统,每个油泵站对应两个侧板上部溢流油箱,这样在每个油泵站启动时能显著减少每个侧板上部溢流油箱的密封油供给量,从而大大降低了密封油在侧板上部溢流油箱处飞溅的概率。在天铁集团15万m3稀油密封多边形煤气柜中就采用该方案,具有良好的应用效果。
2)同理,在密封油上升管合适位置处增加支管,将支管引入油水分离器,支管阀门最好带有刻度显示。在气柜调试过程中,调试人员根据观察的侧板上部溢流油箱溢流口处密封油流淌情况来调节支管阀门开启程度,从而达到控制侧板上部溢流油箱的密封油供给量的目的。在气柜生产运行过程中,生产检修人员也可以根据每个上部溢流油箱的密封油流淌情况来调节该阀门。
(3)确保侧板上部溢流油箱溢流口处密封油流淌顺畅。
1)侧板上部溢流油箱溢流口的毛刺、卷边必须打磨干净。
2)因为现场安装精度的原因,侧板上部溢流油箱各个溢流孔的水平度一般都会有偏差。在气柜调试时需在溢流口处观察密封油的流淌情况,用锉刀等工具对溢流口进行处理,保证密封油从各个溢流口处均匀缓慢向下流淌,不能出现密封油只从个别溢流口流淌,别的溢流口不工作的现象出现。
3)溢流口处的锯齿需要弯曲,在气柜调试时需在溢流口处密切观察密封油的流淌情况,根据流淌情况再进一步对弯曲尺寸进行矫正。
3 结论
综上所述,由于圆形煤气柜溅油问题涉及到多个因素,因此需要设计、施工、生产检修人员各司其职,不断积累经验,及时发现问题并解决问题,才能彻底解决圆形煤气柜运行中的溅油问题。
参考文献
[1] 付淑艳.煤气柜密封油损失的原因及补救措施[J].冶金动力,1997(5):56-58.
编辑整理:万象杂志社编辑部
万象官方网站:http://www.sdnjbjb.com/
下一篇:[卷首语]气候警钟敲响