主办单位:辽宁北方期刊出版集团有限公司
出版周期:旬刊
编辑出版:万象杂志社
国内刊号:CN:21-1385/G0
国际刊号:ISSN:1008-3766
邮发代号:8-114
开本:16开
语种:中文
投稿邮箱: bianji7@126.com
地址 : 上海浦东新区康桥路957弄D做2020室《万象》杂志社
投稿邮箱 : bianji7@126.com
WQ3111B松散回潮机过程质量控制的分钟级响应
杨小辉

摘 要:质量控制的分钟级响应就是要在生产过程中有预见性的对质量隐患(被控量的异常波动)快速动作,及时消除隐患(异常波动)的过程,也是一个快速响应的过程,最终使制丝产品质量趋于稳态。本文就以松散回潮机为研究对象,探索烟片经松散回潮机加工的过程质量控制中,如何实现质量稳态控制的分钟级响应。
关键词:质量控制;分钟级响应;松散回潮;烟片加工
中图分类号:TS43 文献标识码:A 文章编号:1671-2064(2020)01-0214-02
0 引言
松散回潮机是用于烟厂制丝线上,分切后的烟块进入回潮筒内,经回潮筒松散、回潮、升温形成连续出料。叶片在滚筒中翻动输送,受顺向热风、蒸汽流和进出料端的蒸汽喷射及汽水混合雾状汽流的润湿、升温,从而使烟片软化松散,温度、湿度达到工艺要求后流到下工序,即满足制丝的工艺要求。其工艺任务主要有以下几点:
(1)使切片后烟片松散,增加烟片的含水率和温度,提高烟片的耐加工性;(2)改善烟片的感官质量;(3)杀死烟虫;(4)使烟叶展开,有利于施加料液。综上所述,松散回潮过程质量控制的关键指标参数有烟叶的含水率(%)、温度(℃)和松散率(%)。
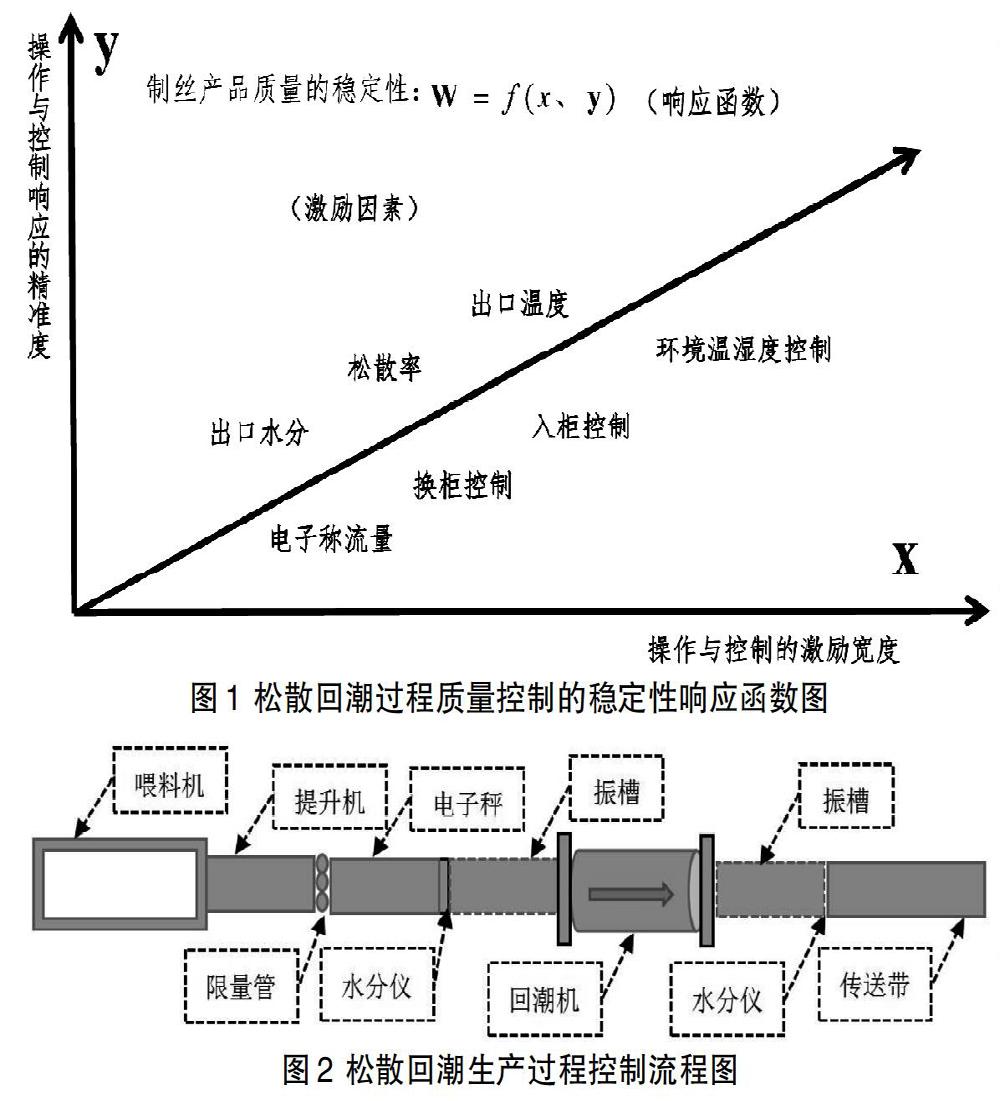
1 構建松散回潮过程质量控制的稳定性响应函数图
1.1 构建响应函数的思路
如图1所示,我们把过程控制中产品的出口水分、加料精度、加香精度、掺配精度、出口温度和设备上的电子秤流量、换柜控制、出、入柜控制以及环境温湿度定义为控制系统中的激励因素。在控制过程中,对每一个激励因素都需要进行多方面分析和多步骤调控(我们将这些分析和调控定义为操作与控制的激励宽度)后,使得其输出结果合乎产品的标准(也就是其响应的精准度),最终保证制丝产品质量的稳定性。
1.2 结合生产实际,建立分钟级响应函数的映射表
松散回潮过程质量控制中每一个被控量(激励因素)都有对应的控制方法以及控制标准,结合工作实际,将被控量的控制过程转化为分钟级响应函数的映射,如表1所示。
2 过程质量关键点的控制原理及其方法
2.1 物料流量稳定控制的原理及方法
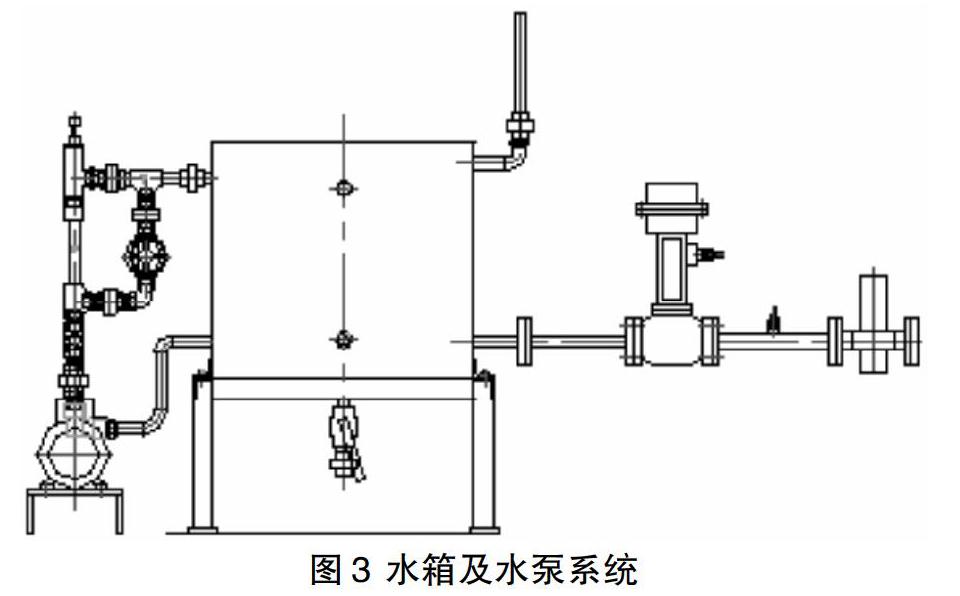
如图2所示是松散回潮生产过程的控制流程图,从图中可以看到松散回潮工序主要由喂料机、提升带、限量管、电子秤、水分仪、回潮机以及起连接作用的振槽和传送带等装置组成[1]。
松散回潮物料流量的控制主要由定量喂料系统进行控制,定量喂料装置主要由喂料机、限量管以及电子皮带秤构成。喂料机由两条输送带组成,一条为旁链式结构的贮仓输送带,另一条为旁链式结构的提升输送带。工作时,喂料机前面的设备将物料送入喂料机的贮仓内,贮仓输送带把物料向提升带输送,提升输送带把物料提升到一定高度送出。提升带上方有限量管,带拨钉的拨料辊可以控制输送物料的高度,使物料流量保持稳定。限量管通过堵料光电管、高料位光电管及低料位光电管的信号,控制后级电子皮带秤和前级提升带的启停。电子秤属于计量型皮带称,恒流控制在3000kg/h,波动精度≤1.5%,实时输出物料的瞬时流量及累计流量信息。这三者相互作用,使松散回潮机获得连续、均匀的物料,从而达到流量稳定控制的分钟级响应。人员在过程监控中,应对喂料机、限量管以及电子皮带秤的运行规律和状态输出等进行重点监控,出现异常应能作出判断。
2.2 物料水分稳定控制的工作原理及方法
为保证水路压力稳定,备有一水箱,水箱进口为液位开关控制,当水箱内水位到达高位时,水箱停止进水。每次开机都要打开水路截止阀,使水箱内充满水。水路过滤器对水进行过滤。泵为加湿水路提供足够的压力,节流阀的作用是保护泵。当水路喷嘴堵塞时,该节流阀开启,使水流回水箱(见图3所示)。加水喷嘴在进出料端各有一个,进料端为主加水,出料端为辅助加水。根据需要可以主加水单独控制水份,也可以开启辅水增加水份。加水为自动控制,根据通过电子秤的物料量、进料水分及出料水分,可得出物料加水量(设定值)。在水路上设有流量检测元件电磁流量计)及执行元件气动薄膜阀,电磁流量计动态地反应水的瞬时流量,并把该值传给电控,使该值与设定值相比较,进而调节气动薄膜阀的阀门开度使该值与设定值保持一致,最终达到出口水分稳定波动的要求。
2.3 物料温度稳定控制的工作原理及方法
(1)控制原理。松散回潮的出料烟叶温度指出筒30cm以内的烟叶内部温度,一般以控制回风温度来控制出料烟叶温度。加热蒸汽流量是根据回风温度(或烟叶温度)的设定值和实际值的差异,调整蒸汽阀门开度,保证回风温度(或烟叶温度)满足要求。需要注意的是,不要使用调整热风温度和筒壁加热的方式调整回风温度(出料烟叶温度)。(2)提高松散率的几点控制建议。根据设备工作原理及结构不难得出,影响松散率的因素主要有蒸汽、喷嘴角度、热风温度以及桶内耙钉的分布状况等等[2]。如何更好的控制这些因素,进一步提高松散回潮机的松散率呢?结合车间多年生产经验探索,特提出几点控制建议:1)所有蒸汽尽量在入口端加入,生产时不使用其他加热方式对烟叶加热。2)加热蒸汽喷嘴采用低流速喷管;喷嘴安装在进料端下面,喷射角度对准烟叶方向。3)加水尽量在入口加入。4)筒体倾斜度约2度,处理时间约3.5-4分钟。5)热风(回风)流速尽量与烟叶速度一致。6)筒体内的耙钉、扬料板的长度、高度、分布以及数量要合理,筒入口保留一排耙钉长度的光筒。
2.4 贮柜控制的防错纠错系统
烟片经过松散加工后进入预混柜,布料方式是纵横往返式,其作用就是平衡烟片的水分和温度,平衡和调节上下工序间的生产时间。进、出柜以及换柜控制中,为确保牌号和批次号与生产信息一一对应,针对贮柜的牌号防错设计,最有效的方法就是进行批牌传递和比对。即当某个贮柜进料时,先看该贮柜是否为空,如果不为空:(1)禁止入柜并报警提示;(2)将当前生产的批牌信息与贮柜原有批牌信息进行比对,如果比对一致,在规则允许的情况下,可以入柜;如果不一致,则禁止操作并报警。当贮柜出料前,也是将当前工单的批牌信息与贮柜存储的批牌信息进行校对,比对一致,允许出料,如不一致,则禁止出料并报警。
3 结语
过程质量稳态控制的分钟级响应一般都处于集控状态,并建立在自动控制上。本文探讨的内容主要以松散回潮工序为研究对象,建立了过程质量稳态控制函数及其映射表,可直接识别工序上的关键控制点、控制方法及其控制标准,为人员监控过程提供了全面且简单的目视化标准。在特殊或是异常情况下,以上方法可以提供临时解决问题的一点思路。
参考文献
[1] 《烟叶制丝工专业知识》编写组.烟叶制丝工专业知识[M].郑州:河南科学技术出版社,2012.
[2] 王万良.自动控制原理[M].北京:高等教育出版社,2014.
编辑整理:万象杂志社编辑部
万象官方网站:http://www.sdnjbjb.com/